|
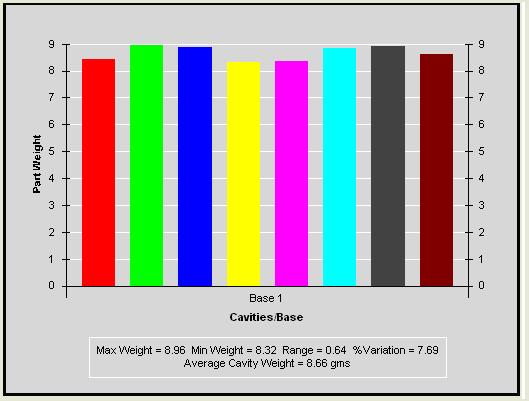
A typical graph from an eight cavity mold is shown below.
How to use this information:
(The assumption here is that the gate and runner sizes are the same.)
Check the %variation between the maximum and the minimum fill cavities. In most
cases, the % variation should not be greater than 5%. For tight tolerance
parts, the variation should not be more than about 3%. If the tolerances are
large, variation more than 5% is acceptable. More importantly, it is the final
quality of the part that should be checked to see it there is need to tighten
up the cavity balance. For example, the Cpk values of all the parts from all
the cavities is a good measure. The following should be considered:
-
Amorphous materials can tolerate more imbalance than crystalline materials.
-
Tighter the tolerances, lesser should be the variation.
Venting is a very big contributor to plastic fill and can have a big impact on
the cavity balance although the gate and runner sizes are the same. Make sure
that the venting is the same for all cavities.
|